
Aspheric Lens Basic Knowledge
What is an Aspherical Lens?
A spherical surface is defined by a single radius of curvature. Aspherical lenses have at least one surface that is not spherical. Optical Engineers typically consider the aspheres to be non-spherical, rotational symmetric surfaces. The radius of curvature of an asphere gradually changes from the center of the lens to the edge.
The standard formula of the aspheric lens is:

Where:
Z is the sag of the surface parallel to the optical axis
ρ is the radial distance from the optical axis
C is the curvature or the reciprocal of the radius at the vertex of the lens.
k is the conic constant
A4 ,A6, A8… are the 4th, 6th, 8th… order aspheric coefficients
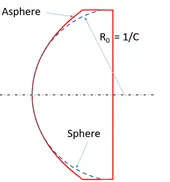
Figure 1 shows the surface profile comparison of an aspherical lens a spherical lens. Unlike the spherical lens with a constant radius of curvature, the biggest feature of aspheric lenses is that the radius of curvature continuously changes with the radial distance from its optical axis. An aspheric lens can be designed to minimize aberrations or improve performance of optical systems by adjusting the conic constant and aspheric coefficients of the curved surface of the lens.
Advantages of Aspherical Lenses
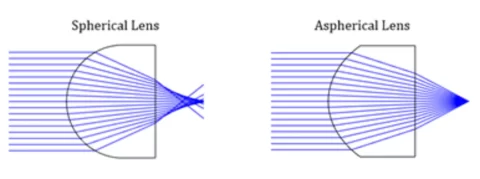
The most notable advantage of using an aspherical lens is the reduction in spherical aberration commonly seen in spherical lenses. Spherical aberration occurs when a lens is not capable of focusing all the incident light rays on the exact same point. Any spherical optical surface, even a perfectly designed and manufactured one, will still exhibit spherical aberration. This inherent defect of a spherical surface causes incident light rays to focus at different points and create a blur. By adjusting the surface constants and aspheric coefficients, the surface of an asphere can be designed to eliminate spherical aberration. Aspheres provide true diffraction-limited spot sizes and the lowest wavefront error. Figure 2 shows a spherical lens in a focusing system with significant spherical aberration when compared to an aspheric lens.
Aspherical lenses with a complex surface profile can be designed to reduce or minimize spherical aberration and also other aberrations such as astigmatism, field curvature, and distortion. In optical systems, multiple spherical elements can be replaced by a single asphere without a loss in performance. In many cases, using aspherical lenses can significantly improve the system performance and also reduce the system weight, size, and manufacture cost.
Due to the advantages in improving the optical performance and/or reducing the number of lens elements of optical systems, aspheres are increasingly being used in optical systems for all kinds of applications including laser focusing/collimating, LED illumination, optical metrology, optical imaging, digital cameras, CD players, high-end microscopy instruments, etc.
Aspherical Lens Manufacturing Methods
Manufacturing Methods
Precision glass molding
Precision glass molding is a manufacturing technique of heating the glass material in a high temperature until it becomes malleable enough to be pressed uniformly into an aspheric mold. After the glass and molds gradually cools down to the room temperature, the resulting lenses maintain the shape of the mold. The initial cost of creating precision glass molds is high. However, once the mold is finished the incremental cost for each lens is lower than that of standard manufacturing techniques. This manufacturing technique is especially suitable for high volume production of high quality aspherical lenses.
Comparing with molded plastics lenses, molded glass lenses have greater consistency in performance from lens to lens due to the thermal stability, high optical quality and greater durability of glass.
CNC and MRF precision polishing
For decades, the method of grinding and polishing one aspheric lens at a time has been the standard manufacturing process. Most recently, computer numerically controlled (CNC) precision polishing can automatically adjust tool dwell parameters to form the aspheric shape accurately. When higher quality polishing is required, magneto-rheological finishing (MRF) can be adopted because of the high removal rate to correct the surface profile. While other manufacturing techniques require high-cost molds, precision polishing method utilizes standard tooling, which make it be the first choice for prototyping and low volume production.
Diamond Turning
Similar to grinding and polishing, single point diamond turning (SPDT) can be used to manufacture single lenses one at a time. Diamond turning offers a high level of precision in the quality of the optical surfaces but is somewhat limited in choice of materials. However, the tool size used in SPDT is significantly smaller than in precision polishing, producing surfaces with improved surface finishes and form accuracies. Standard optical glasses cannot be shaped through diamond turning, whereas plastics, metal, and crystals can.
Injection molding
In addition to molded glass lenses, molded plastic lenses are also available. Plastic injection molding is injecting the molten plastic into the aspheric mode for producing plastic aspheric lenses. Compared with glass, plastic does not have good thermal stability and scratch resistance. While this method cannot produce high precision aspheric lenses, it does allow for mass production at extremely low cost following relatively high up-front tooling charges. Plastic lenses are describes as low cost, low weight and ease of adding mounting features. Plastic aspheres are widely used in optical systems that require moderate quality and low thermal stability.
Microinjection molding or polymer molding method has been used to produce hybrid precision glass-polymer lenses by adding a fairly thin layer of aspherized optical polymer to a conventional glass lens such as achromatic lens. The molding happens at room temperature instead of at a high temperature, there is less stress induced in the mold. The tooling costs are low because of the easy fabrication of the molds. Glass-polymer hybrids are widely used in optical systems because of the light weight and low cost for the production part. The polymer is also not as durable as glass, making this is an unideal solution for surfaces that will be exposed to harsh environments.
Manufacturing Method Selection
Because of the complex surface profiles, the fabrication of aspherical lenses are more difficult as compared with conventional sphere lenses. Several methods can be used to produce aspheric lenses. Each of these methods has its own unique advantages and limitations.
- Precision-glass-molded aspheric lens is featured in mass production and high-thermal stability, and is suitable for the needs in high volume, high quality, and high-thermal stability.
- Precision-polished aspheric lens has the characteristics such as a short leadtime and no needs of molds, which is suitable for occasions in need of sample making and low volume.
- Plastic-molded aspheric lens features with low cost and light weight, and is suitable for those who need high volume, moderate quality, and low thermal stability.
For optical engineers, it is important to understand the manufacturing techniques and choose the best manufacturing method with considering the lens application, performance requirements, development cost, sample cost, production part cost, and project timeline.
| Asphere Manufacturing | Benefits | Disadvantages | Recommended Volume |
|---|---|---|---|
| Diamond Turning | Complex and free form shapes | Not for high volume | Prototype, Medium |
| Grinding & Polishing | Wide variety of material selection | Lengthy manufacturing time | Prototype, Medium |
| Precision Glass Molding | Low unit cost for high volume. | High Setup and Tooling Cost | Medium, High |
| Plastic Injection Molding | Low unit cost for high volume. | High Setup and Tooling Cost | Medium, High |
Aspherical Lenses Material Selection
Many factors such as wavelength requirements of the application and manufacturing cost will determined the material selection. Below is a summary of materials that can be use with each manufacturing process.
| Asphere Manufacturing | Material Capabilities |
|---|---|
| Diamond Turning | Germaniun, Optical Plastics, Silicon, Zinc Selenide, Zinc Sulfide |
| Grinding & Polishing | Optical Glass (CDGM, Hoya, Ohara, Schott),Fused Silica, Germaniun, Low Temperature Optical Glass, Optical Plastics, Silicon, Zinc Selenide, Zinc Sulfide |
| Precision Glass Molding | Low Temperature Optical Glass, Optical Glass (CDGM, Hoya, Ohara, Schott) w/ limitations, Optical Plastics |
| Plastic Injection Molding | Low Temperature Optical Glass (CDGM, Hoya, Ohara, Schott) w/ limitations, Optical Pastics |
Need help?
We offer consultations and initial feasibility studies. If you have questions about limitations or lens capabilities we’re more than happy to work through your proposed custom components. As an unmatched custom optical provider, we’ll do everything that we can bring your vision to life.